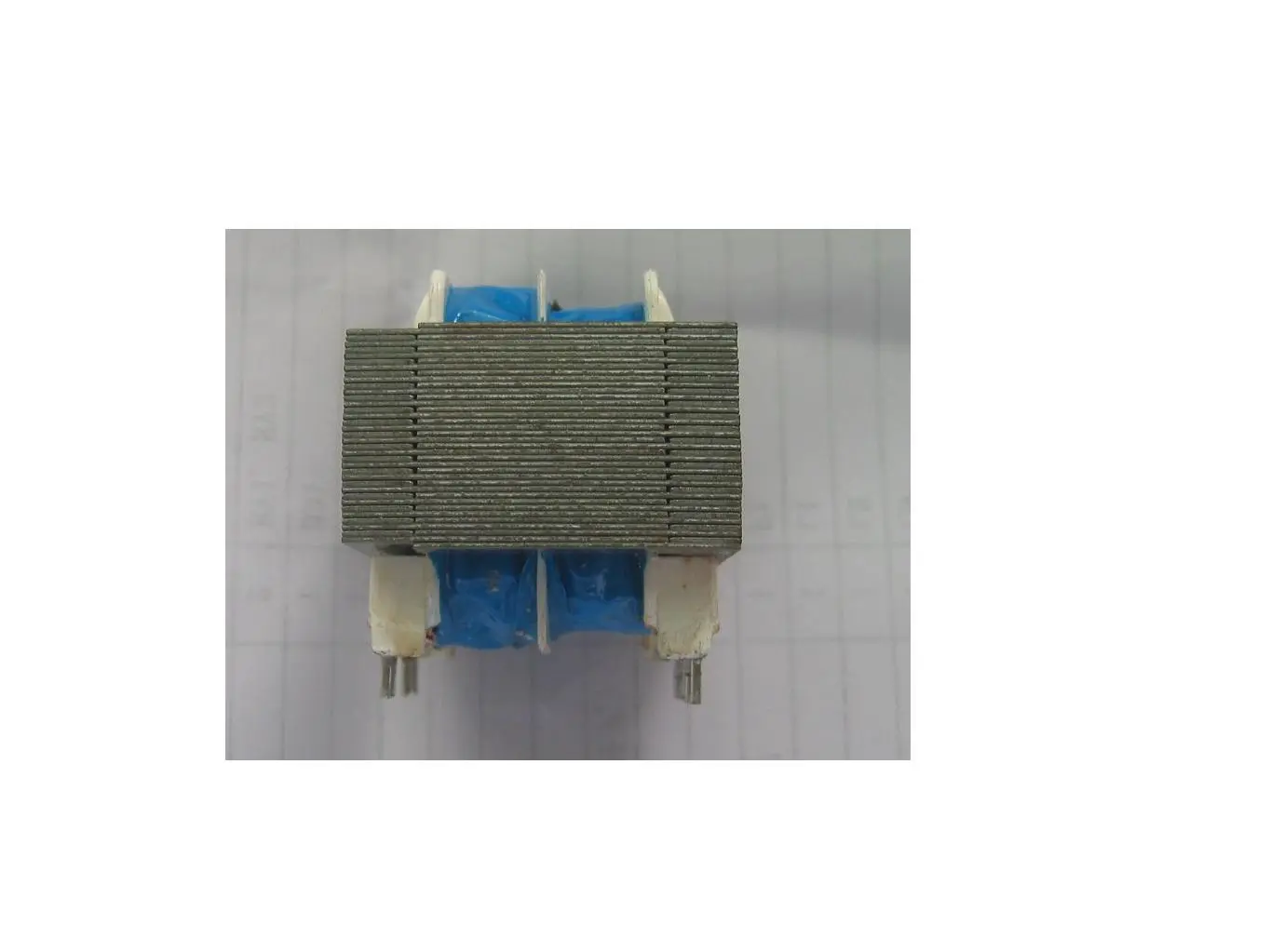
厂里有一款EI41变压器(骨架13x19),因为无包带,每次浸漆后都会有大量产品因硅钢片接缝处间隙变大,导致产品不良.空载电流由浸之前的约20mA变为40mA,甚至还高.(附图片)
我们自己分析可能的原因有2个:
1.骨架和硅钢片的尺寸不太吻合,如骨架尺寸误差圈套或硅钢片毛刺大太大;
2.浸漆工艺或漆的质量不好,当变压器烘干时,漆膨涨将硅钢片撑开.
或者两者兼而有之.请高手帮忙分析下,导致此情况的具体原因是什么.
EI41变压器浸漆后,硅钢片接缝间隙变大
全部回复(21)
正序查看
倒序查看
现在还没有回复呢,说说你的想法
 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/81/2402651252123985.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/81/2402651252123985.jpg');}" onmousewheel="return imgzoom(this);">@keytang
[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/81/2402651252123985.jpg');}"onmousewheel="returnimgzoom(this);">
回2楼,设备简陋,无真空浸漆……
另,图片上午没有传好,现在补上.(报废品,相当难看,呵呵……)
另,图片上午没有传好,现在补上.(报废品,相当难看,呵呵……)
0
回复
提示
@eating
建议补片再补片
去补片了,效果不是太好,也还是有裂开的.见下图:13x19的骨架,E形已经38片(I形37片),还是有很大的间隙.
请问各位高手还有什么好的的建议,谢谢!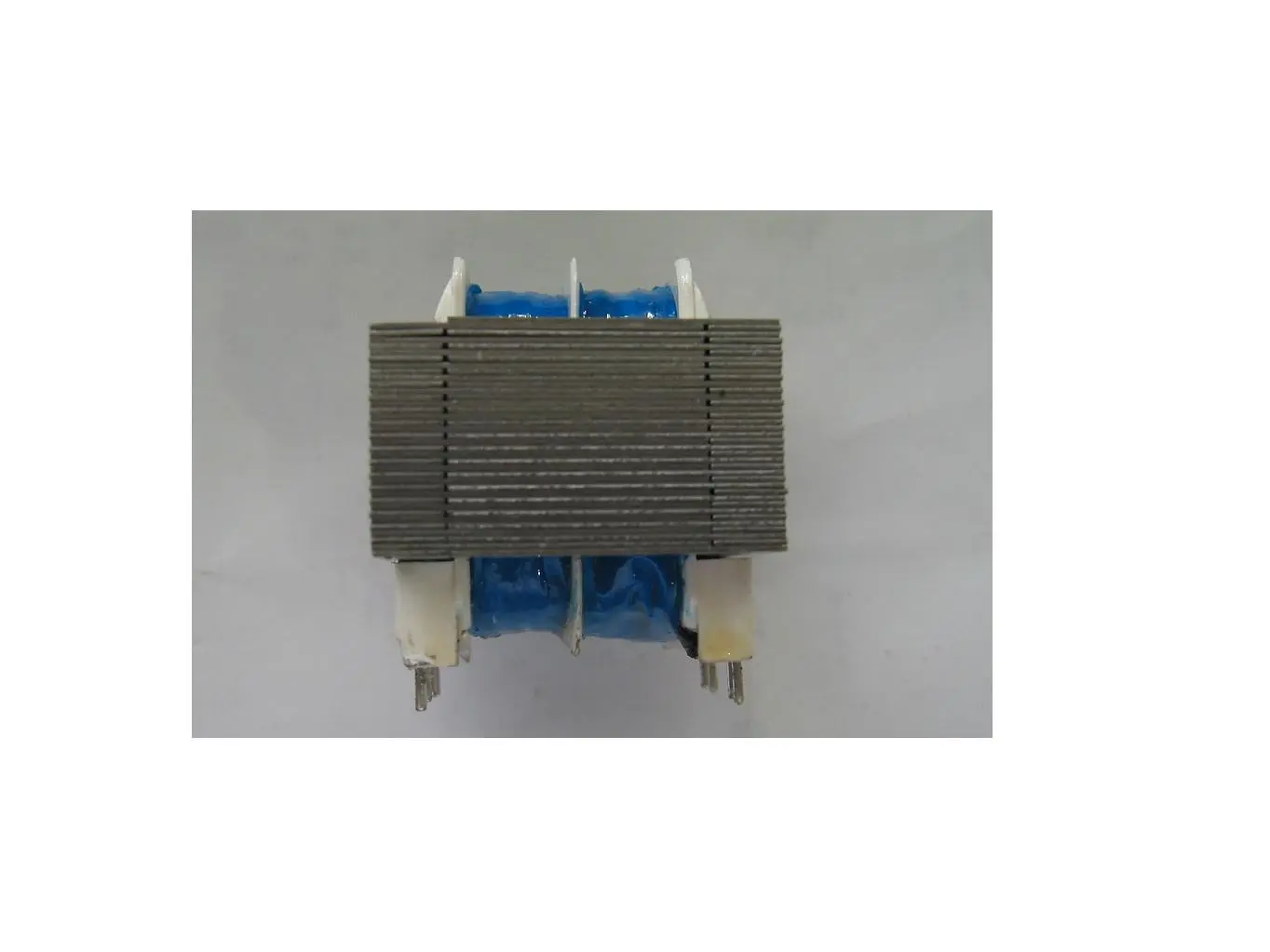 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/81/2402651252541838.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/81/2402651252541838.jpg');}" onmousewheel="return imgzoom(this);">
请问各位高手还有什么好的的建议,谢谢!
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/81/2402651252541838.jpg');}" onmousewheel="return imgzoom(this);"> 0
回复
提示
@keytang
去补片了,效果不是太好,也还是有裂开的.见下图:13x19的骨架,E形已经38片(I形37片),还是有很大的间隙.请问各位高手还有什么好的的建议,谢谢![图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/81/2402651252541838.jpg');}"onmousewheel="returnimgzoom(this);">
你的线包大吗?如果线包大就会使片结合不好!装不到位.另外因为你没有桥架,因此要求片一定要加紧!最好真空浸漆.
0
回复
提示
@keytang
线包不太大,还不至于影响硅钢片.可能骨架和硅钢片都有误差及毛刺的影响,所以松紧度不好控制,总会有一些比较松的(已经不能再补片)厂里浸漆工艺简陋,无法真空含浸.
出现此种现象,分析可能原因为:
1)骨架模具尺寸不标准,EI型矽钢片插及线包后,与骨架之间的间隙小于0.5MM(两边<1.0MM) 这样经过高温烘烤后,由于塑胶骨架热胀冷缩,使EI铁片松动.
2)变压器在含浸烘烤过程中,由于员工操作不当,在搬运\转移变压器时没有做到轻拿,轻放.
3)产品在设计时,磁通密度不能取得过大,从所发图面铁芯间隙来看,初级空载电流竟然大了一倍,显然设计存在不合理的现象.
1)骨架模具尺寸不标准,EI型矽钢片插及线包后,与骨架之间的间隙小于0.5MM(两边<1.0MM) 这样经过高温烘烤后,由于塑胶骨架热胀冷缩,使EI铁片松动.
2)变压器在含浸烘烤过程中,由于员工操作不当,在搬运\转移变压器时没有做到轻拿,轻放.
3)产品在设计时,磁通密度不能取得过大,从所发图面铁芯间隙来看,初级空载电流竟然大了一倍,显然设计存在不合理的现象.
0
回复
提示
经后来实验基本上得出如下结论,以供参考:
1.首先,骨架和硅钢片的尺寸应吻合.
骨架的各尺寸应试为标准尺寸,一般都不会有什么问题,但我厂的供应商水平实在太臭(遗留问题),居然有部分骨架是空骨架装硅钢片都会有缝!这点应该是个特例吧.至于硅钢片,也就是毛刺不要太大就好了.
2.正如“专业才有价值 ”所言:补片很关键!
一般把骨架加满就好了.但有一点个人觉得应该注意:比方说此骨架的标称高度为19,但实际量出来可能有19.6,那么建议加38+1片,即39片E形,不然就容易松动.而且生产中应明确加片数量,不然操作工只凭自己感觉加满,极易出现问题
3.含浸
这个当然也很重要,有真空更好,没有的话,一般第二项做好了,也不会有太大问题
1.首先,骨架和硅钢片的尺寸应吻合.
骨架的各尺寸应试为标准尺寸,一般都不会有什么问题,但我厂的供应商水平实在太臭(遗留问题),居然有部分骨架是空骨架装硅钢片都会有缝!这点应该是个特例吧.至于硅钢片,也就是毛刺不要太大就好了.
2.正如“专业才有价值 ”所言:补片很关键!
一般把骨架加满就好了.但有一点个人觉得应该注意:比方说此骨架的标称高度为19,但实际量出来可能有19.6,那么建议加38+1片,即39片E形,不然就容易松动.而且生产中应明确加片数量,不然操作工只凭自己感觉加满,极易出现问题
3.含浸
这个当然也很重要,有真空更好,没有的话,一般第二项做好了,也不会有太大问题
0
回复
提示
