首先是单相小机器,开发很不顺利,开始焊接效果不够理想,一点一点在控制软件内摸索,软件本质上就是一个焊接机理的控制模型,通过软件能够最接近地理解焊接本身的行为;
然后是将单相机器阵列后用来控制3相机器,几乎立即得手;
最后精简了电路结构,三相半波机器也有非常好的焊接效果;
欢迎拍砖,我有时间再上些机器的实拍照片,一些其它杂七杂八的东西;
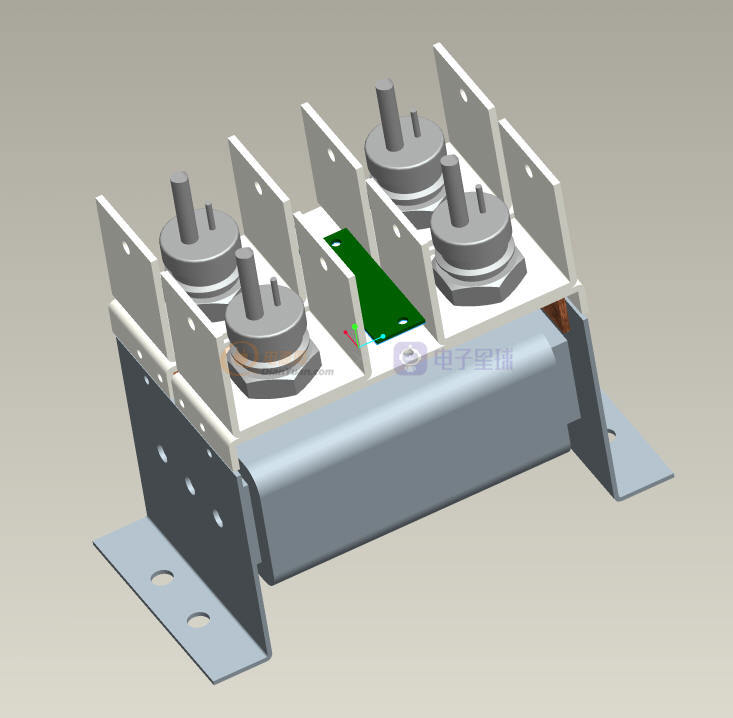
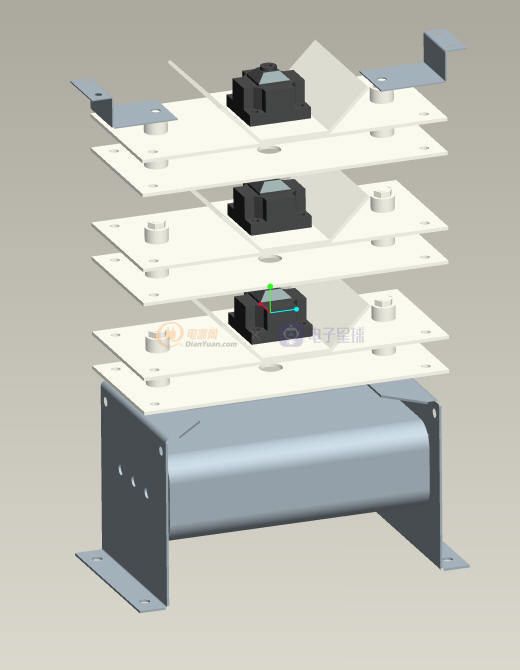
目前我的电路结构:
1. 单相桥式,半控
2. 三相半波
3. 三相六臂桥式,半控
单相全波整流结构简单,我也尝试出了几百台机器,但是发现变压器不经济,后来将这一结构改为单相桥式,控制思路没变;三相桥式是大功率通用焊机的首选结构,因为控制思路的不同,我只有用3组桥做相控,才能从薄板焊到后料都有很好的控制精度;三相半波经过我一番精雕细刻,特别是加入柔性激弧之后,现在是我的最爱,结构极其简单,薄板厚料的焊接效果都很好;插一句题外话,我发现这晶闸管焊机本质上是一种稳定电源,我还做了专门起动汽车用的冷起动电源,内部结构基本就和焊机一样,克服了我们厂老式起动电源容易爆炸蓄电池,烧汽车电脑的毛病,连机箱我都干成一样的,省得新产品市场不成功,白花那么多力气;
汽车维修对焊机的特殊要求
由于修理工作的复杂性,要求焊机兼具薄板厚板通吃的多用性;工作环境恶略要求焊机坚固,具有很高的可靠性;由于工作人员的素质偏低,焊机必须具备很强的适应性;
薄板焊接特征
1. 电弧飞溅小,火花细而密,火花呈现黄色
3. 从激弧到焊接结束没有爆鸣音,声音非常清脆柔和
3. 短路频率高,短路过度良好
4. 导电嘴护套上的堆积物细腻,颗粒小
5. 焊接结束后,焊丝末端退火长度非常短,只有2-3毫米
**
6. 焊接薄板不易穿孔
7. 焊点成型美观,工件热变形小
8. 焊点外的退火区小,只有1-2毫米
9. 工件上残留物少
10.能够进行连续堆焊
厚板焊接特征
1.熔深足够,焊接强度高
2.焊道成型美观
3.焊机有足够的暂载率
4.射流过渡,良好的电流连续性
说道坚固性,后期产品维护成本,逆变机器要高很多很多;工频焊机是抽头机的故障率最低吗,根本不是,因为抽头机的电路基本是开放的,短路电流无法抑制,容易烧坏整流桥,交流接触器,档位线,档位开关等低压电器,但抽头机的粉丝很多,原因是这个机器容易理解,能够掌握,基本上送来就能修好,厂家只是个加工厂,销售维护经销商都能自主掌握;工频机器比较完美的是晶闸管焊机,能够数字化控制才有发展的空间,加入故障自我诊断和定位是节省后期成本的关键,因为这些焊机都不是通过电工维修的,那些只懂得敲打钣金的人,在电话指导下,往往就能把焊机修复;从工厂生产的结果来看,晶闸管焊机的成本要比抽头机的成本低,而且我终于从浙江生产的低压电器中逃出,产品的品质控制更加容易了,接下来我要建造一台大功率晶闸管的特性测试仪,数据部分就用我的泰克数字示波器采集分析,主要分析目标是导通压降,因为我认为小芯片的最大问题就是导通压降高,这样就不用每次都砸开厂家的管子看芯片了;
这基本是我开发焊机的思路和规范,因为水平非常有限,这里见笑了;
欢迎加入可控硅应用与技术讨论群:315490218
三相可控硅焊机一般多用带平衡电抗器的双反星形,因为它的外特性是L形,有利于引弧,而不用桥式的。桥式的二次电流大,绕制不如双反的容易,你考虑的还不全面。