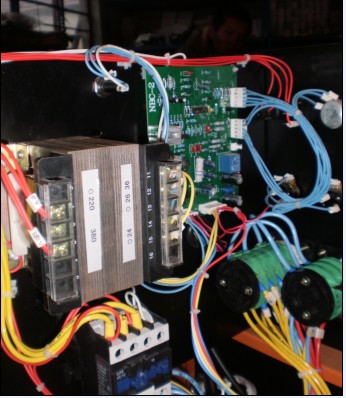
快速引弧的抽头二保焊机NBC-350.
二保焊机在引弧时.焊丝向下送进与工件接触发生短路.电流突变上升.在这个过程中接触点的功率必需在增到最大值之前把电弧引燃!
如果不引燃.焊丝爆断.就是常见叭叭爆丝.焊接开始不顺利或缓滞.
通常1.0的焊丝比0.8引弧难一些.
改善的办法增高电流上升率.输出电抗减小电流上升快.起弧容易.但过小的输出电抗将使焊缝熔深变小.焊接效果变差.
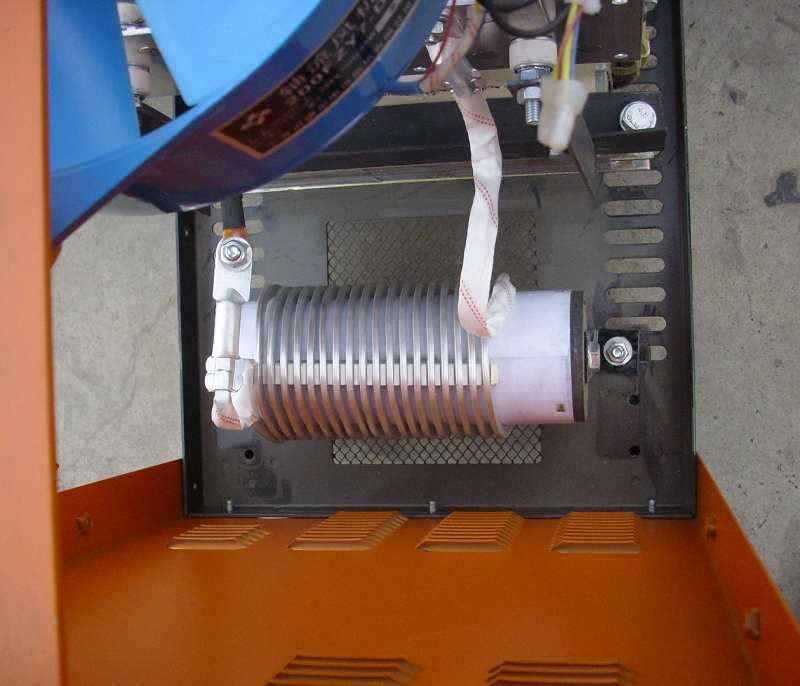
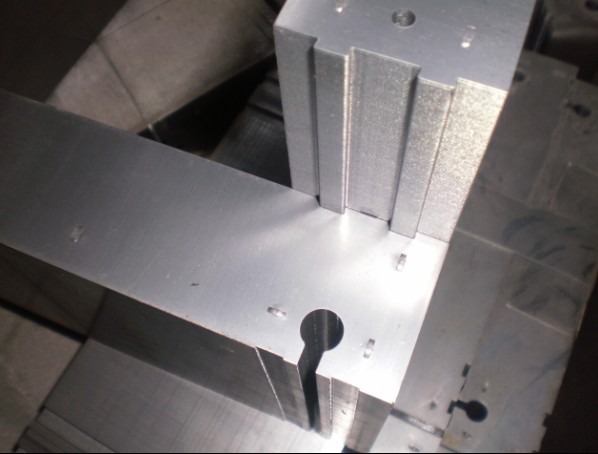
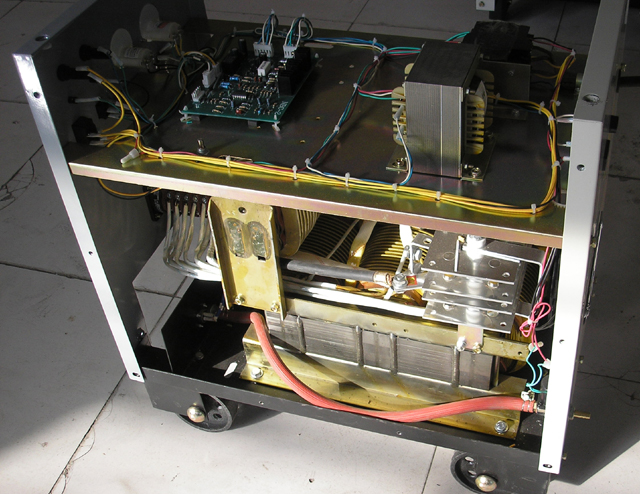
介诏一种;采用有气隙的电抗,并在磁路中套有铜质短路环!
这个电抗在焊丝短路时有上冲的电流.快速引弧.
而在燃弧时又贮存能量.焊接溶深也好。见下图.