由于太阳能电池组件封装技术简单,入行门槛低,成为了很多小型企业进军光伏产业的首选。如今光伏产业风雨飘摇,没有核心技术,又没有背景支持的封装企业接连倒闭。那些组件封装的技术早已不再神秘,下面给大家带来详细的组件封装工艺流程图解。
电池组件定义是具有外部封装及内部连接、能单独提供直流电输出的最小不可分割的太阳能电池组合装置,叫太阳能电池组件,即多个单体太阳能电池互联封装后成为组件。
单个太阳能电池往往因为输出电压太低,输出电流不合适,晶体硅太阳能电池本身又比较脆,不能独立抵御外界恶劣条件,因而在实际使用中需要把单体太阳能电池进行串、并联,并加以封装,接出外连电线,成为可以独立作为光伏电源使用的太阳能电池组件(Solar Module或PV Module,也称光伏组件)。太阳能电池组件通过吸收阳光,将太阳的光能直接变成用户所需的电能输出。
组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。下面我们开始着手做组件封装了:
一、准备工作
1. 组件封装所用的原材料
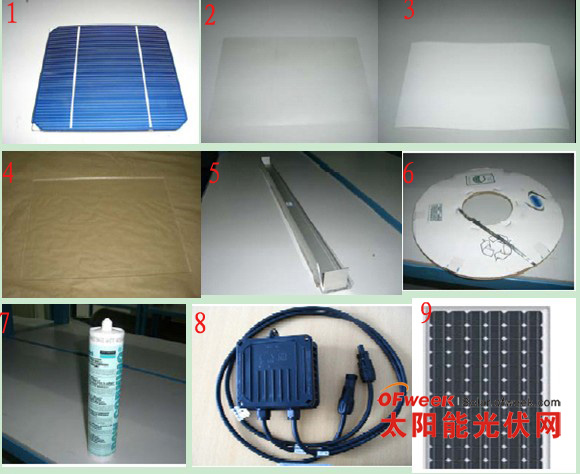
按顺序1.电池片 2. EVA 3.TPT 4. 玻璃 5. 铝合金型材 6. 互联条 7. 硅胶 8. 接线盒 9. 电池组件
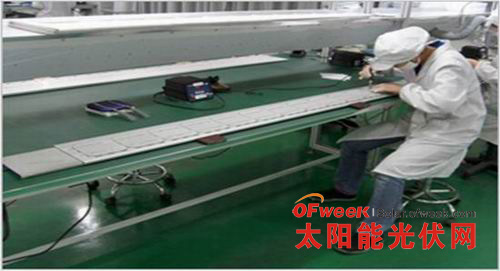
2.组件封装所用的设备

按顺序1.全自动层压机 2.单片测试仪 3.激光划片机 4.半自动层压机

1.组件测试仪 2.叠层台 3.单、串焊台 4.修复台 5.装框机 6.待装框组件周转车 7.待压组件周转车
二、工艺流程
1、电池检测(分片)——2、正面焊接—检验—3、背面串接—检验—4、叠层(玻璃清洗、材料(TPT、EVA)检验、玻璃预处理、敷设) ——5、中道检验(过程检验)——6、层压(去毛边)——7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)——8、焊接接线盒——9、高压测试——10、组件测试—11、外观检验—12、包装入库
1、电池检验:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。
2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。

3、背面串接:背面焊接是将72片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有72个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将72片串接在一起并在组件串的正负极焊接出引线。
4、叠层:背面串接好且经过检验合格后,将组件串、钢化玻璃和切割好的EVA、背板(TPT)按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、背板TPT)。

5、中道检验:过程检验,层压前检验人员负责对层叠好后待压组件进行100%目检。检验范围在观察架区域,要求在观察架上无组件检验时可在层叠区域观察层叠员工是否按标准操作(存在过程检验)。发现问题时,请在“中检工序检查记录表”上清楚记录。如有异常问题,请及时反馈,并使相关人员进行返工处理。
6、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为22分钟。固化温度为145℃ 左右,层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。

7、装框:类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,进一步的密封电池组件,延长电池的使用寿命。边框和玻璃组件的缝隙用硅酮树脂(1527硅胶)填充。
8、焊接接线盒:在组件背面引线处焊接一个盒子,以利于电池与其他设备或电池间的连接。 焊接面积大于总面积的80%,接线盒用1521(A、B) 硅胶一定比例填充。
9、组件清洗:好的产品不仅有好的质量和好的性能,而且要有好的外观,所以次工序保证组件清洁度,铝边框边上的毛刺要去掉,确保组件在使用减少对人体的损伤。
10、组件测试:测试的目的是对电池的输出功率等参数进行标定,测试其输出特性,确定组件的质量等级。
11、外观检验。
12、成品检验:为了使组件产品质量满足相关要求,使组件的最终检验操作过程规范化,主要对组件成品的全面检验:型号、类别、清洁度、各种电性能的参数的确认,以及对组件优劣等级的判定和区分。
13、包装入库:对产品信息的记录和归纳,便于使用和今后查找和数据调用。
三、销售
做到这一步就可以卖钱了,到此为止一个小型封装企业就已经完成了产品的所有程序了。
声明:本内容为作者独立观点,不代表电源网。本网站原创内容,如需转载,请注明出处;本网站转载的内容(文章、图片、视频)等资料版权归原作者所有。如我们采用了您不宜公开的文章或图片,未能及时和您确认,避免给双方造成不必要的经济损失,请电邮联系我们,以便迅速采取适当处理措施;欢迎投稿,邮箱∶editor@netbroad.com。
| 微信关注 | ||
 |
| 技术专题 | 更多>> | |
 |
| 研发工程师的工具箱 |
 |
| 智慧生活 创新未来 |



| 电子行业原创技术内容推荐 | |
 |

互联网违法不良信息举报
Reporting Internet Illegal and Bad Information editor@netbroad.com
editor@netbroad.com
 400-003-2006
400-003-2006