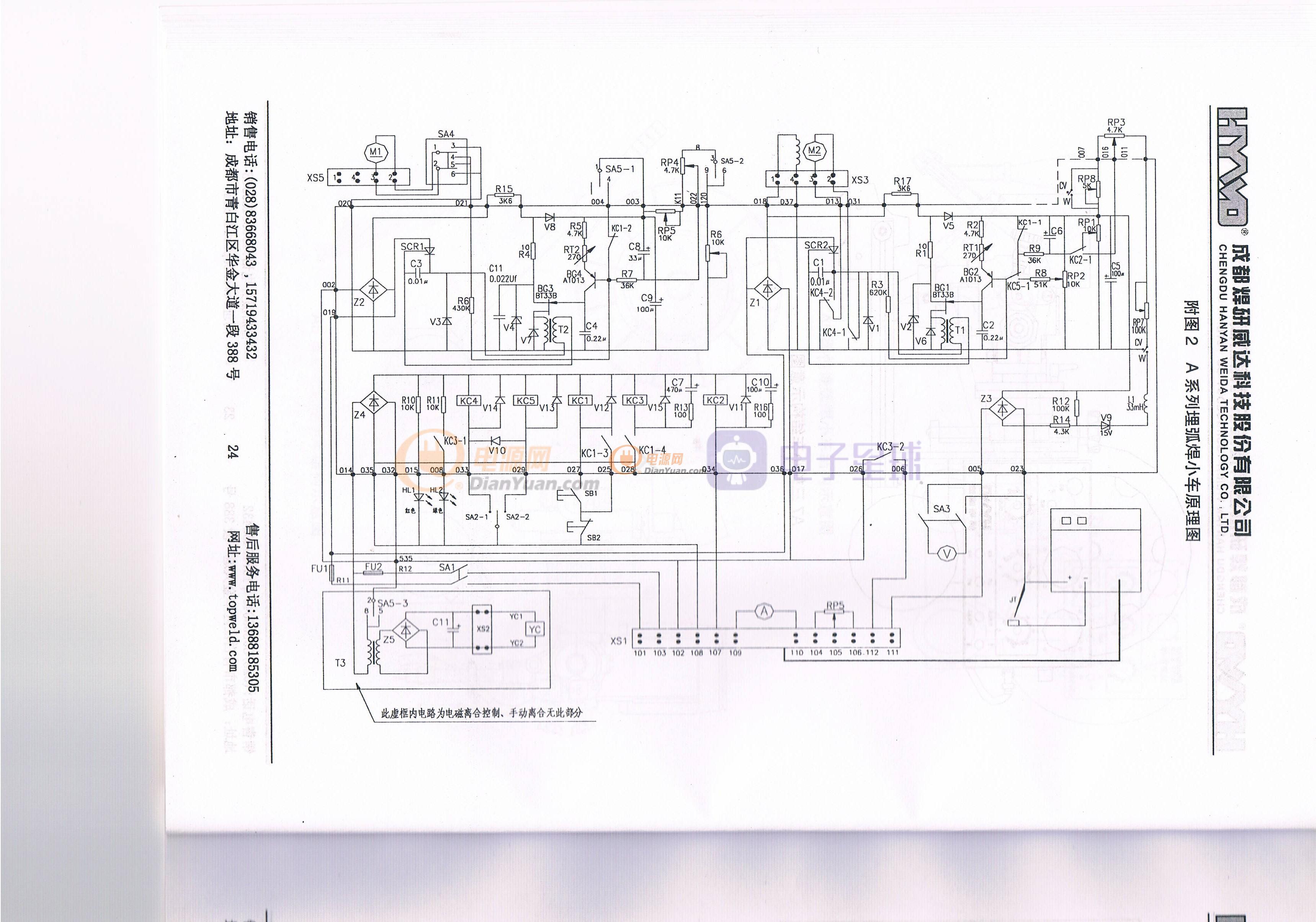
焊研威达焊机机头控制箱内的控制板发生如下两种故障现象:1、一块板子加电后,送丝电机高速运转,送丝、退丝开关不起作用,送丝电机只向一个方向高速运转,实测供给电机电压为135V左右;2、另一块板子加电后,进行手动送丝、手动退丝、起弧操作,送丝电机没有任何反应,实测供给电机电压为0V。问题出在哪里,请高手指点。谢谢!

焊研威达焊机机头控制箱内的控制板发生如下两种故障现象:1、一块板子加电后,送丝电机高速运转,送丝、退丝开关不起作用,送丝电机只向一个方向高速运转,实测供给电机电压为135V左右;2、另一块板子加电后,进行手动送丝、手动退丝、起弧操作,送丝电机没有任何反应,实测供给电机电压为0V。问题出在哪里,请高手指点。谢谢!